
Page 105 - Demo
P. 105
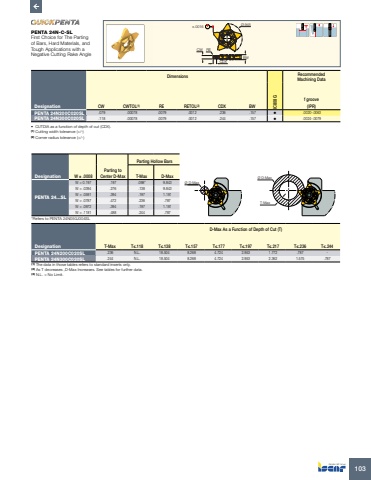
%u00d8.945 %u00b1.0016CW RECDXBWDimensions Recommended Machining DataDesignation CW CWTOL(1) RE RETOL(2) CDX BW IC808Gf groove(IPR)PENTA 24N200C020SL .079 .00078 .0079 .0012 .236 .157 %u2022 .0020-.0063PENTA 24N300C020SL .118 .00078 .0079 .0012 .244 .157 %u2022 .0024-.0079%u2022 CUTDIA as a function of depth of cut (CDX). (1) Cutting width tolerance (+/-) (2) Corner radius tolerance (+/-) T-MaxD-Max As a Function of Depth of Cut (T)Designation T%u2264.118 T%u2264.138 T%u2264.157 T%u2264.177 T%u2264.197 T%u2264.217 T%u2264.236 T%u2264.244PENTA 24N200C020SL .236 N.L. 18.504 8.268 4.724 2.953 1.772 .787 -PENTA 24N300C020SL .244 N.L. 18.504 8.268 4.724 2.953 2.362 1.575 .787%u00d8 D-Max%u00d8 D-MaxT-MaxParting Hollow BarsDesignation W %u00b1 .0008Parting to Center D-Max T-Max D-MaxPENTA 24...SLW = 0.197 .197 .098* 9.843W = .0394 .276 .138 9.843W = .0591 .394 .197 1.181W = .0787 .472 .236 .787W = .0972 .394 .197 1.181W = .1181 .488 .244 .787*Refers to PENTA 24N050J004SL(1) The data in those tables refers to standard inserts only.(2) As T decreases ,D-Max Increases. See tables for further data.(3) N.L. = No Limit.PENTA 24N-C-SLFirst Choice for The Parting of Bars, Hard Materials, and Tough Applications with a Negative Cutting Rake Angle103
